

�l�ǿƔ���ϵ�y�S��Ҋ���a���£�
1.���S9012��
����������0i-MCϵ�y����SVSP A06B-6134-H303#A�������ŷ��S���������������ڄ��o�����S�D��ָ�������S߀�]�D�ӕr�����F9012��
��ጣ����S9012��늙Cݔ������^�ߡ�
���Ϸ�����ϵ�y�ȵĹ����c��늙C���P�����c늙C��ƥ�䡢늙C�^�����������S�Ŵ������ϡ� �������������_��
̎���Y�����z��l�F�DŽ���������ӷ�����ԓ���ϡ�

Fanuc oiһMCϵ�y���S9012̖��
ԭ��1��늙Cݔ������^�ߣ�
2��늙C���P�����c늙C������ƥ�䣻
3��늙C�^��������
��Q������1���z��늙C�^����r�������Ը��ƣ�
2���z�����P늙C�������ģ�
3�����QSPM��Ԫ��
1.���S9012��
����������0i�CMCϵ�y����SVSP A06B-6134-H303#A�������ŷ��S���������������ڄ��o�����S�D��ָ�������S߀�]�D�ӕr�����F9012��
��ጣ����S9012��늙Cݔ������^�ߡ�
���Ϸ�����ϵ�y�ȵĹ����c��늙C���P�����c늙C��ƥ�䡢늙C�^�����������S�Ŵ������ϡ� �������������_��
̎���Y�����z��l�F�DŽ���������ӷ�����ԓ���ϡ�
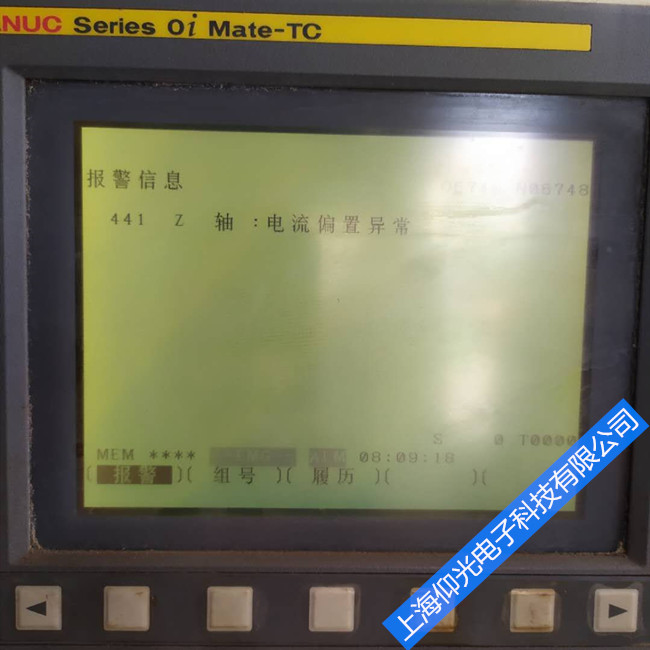
2.���S750��
����������0i�CTCϵ�y��һ�_ʼ�����S�\��һ������ҳ��F750��������_�C���S�Ŵ��� LED��������
ϵ�y�Ȉ�750���ŷ��Դ��Ԫ�@ʾ��P. ����
��ጣ����S750�����S��������Ӳ�����
���Ϸ�����ϵ�y�ȵĹ����c����|�Ӿ��������߽Ӿ��e�`�������O���e�`��ϵ�y������ϣ��� �S�Ŵ�������
���a��ԓ�����Բ鿴�\��409̖���鿴���ϵľ��wԭ��
̎���Y�����z��l�F�����S늙C�ٶȂ������Ɠp��·����ԓ���ϡ� 2.2�cSVM���P�İ�������
FANUC����ϵ�y���ܽ�B���l�ǿƷ��m�ˣ�
1������܉�E����Controlled Path��
CNC���Ƶ��M�o�ŷ��S���M�o���ĽM�����ӹ��rÿ�M�γ�һ�l����܉�E�����M�ɆΪ��\�ӣ�Ҳ��ͬ�r�f�{�\�ӡ�
2�������S����ControlledAxes��
CNC���Ƶ��M�o�ŷ��S����/ÿһ܉�E��
3���ӿ����S����Simultaneously Controlled Axes��
ÿһ܉�Eͬ�r���a���M�o�ŷ��S����
4��PMC�����S��Axis control by PMC��
��PMC���ɾ��̙C�������������Ƶ��M�o�ŷ��S������ָ���PMC�ij������ΈD���У�����IJ��㣬���@�N����ͨ��ֻ�����Ƅ����̶����M�o�S���ơ�
5��Cf�S���ƣ�Cf Axis Control����Tϵ�У�
܇��ϵ�y�У����S�Ļ��Dλ�ã��D�ǣ����ƺ������M�o�Sһ�����M�o�ŷ�늄әC���F��ԓ�S�c�����M�o�S���M�в��a���ӹ�����������
6��Cs݆�����ƣ�Cs contouring control����Tϵ�У�
܇��ϵ�y�У����S�Ļ��Dλ�ã��D�ǣ����Ʋ������M�o�ŷ�늄әC����FANUC���S늄әC���F�����S��λ�ã��Ƕȣ����b�����S���������S늄әC���ϵĸ߷ֱ��ʾ��a���z�y���˕r���S�������M�o�ŷ��S�������\���ٶȞ飺��/�֣������c�����M�o�Sһ����a���ӹ���݆��������
7�����D�S���ƣ�Rotary axis control��
���M�o�S�O������D�S���Ƕ�λ�ÿ��ơ����Dһ�ܵĽǶȣ����Å����O������ֵ��FANUCϵ�yͨ��ֻ�ǻ����S������M�o�S�����O����D�S��
8�������S�_��Controlled Axis Detach��
ָ��ijһ�M�o�ŷ��SÓ�xCNC�Ŀ��ƶ��oϵ�y��ͨ�������D�_���ƣ��C�������D�_�r����ԓ���܌��D�_늄әC�IJ��^���£�ж���D�_��
9���ŷ��P�ࣨServo Off��
��PMC��̖���M�o�ŷ��S���Դ�P�࣬ʹ��Ó�xCNC�Ŀ������ֿ��������Ƅӣ�����CNC��Ȼ���r�رOҕԓ�S�Č��Hλ�á�ԓ���ܿ�������CNC�C�����ÙCе��݆���ƹ����_���Ƅӣ������_���D�_���Cе�A�o�r�Ա����M�o늄әC�l���^����
10��λ�ø�ۙ��Follow-up��
���ŷ��P�ࡢ��ͣ���ŷ��r�������_�l���Cеλ���Ƅӣ���CNC��λ���`��Ĵ����о͕���λ���`�λ�ø�ۙ���ܾ�����CNC�������O�y�ęC��λ�ã�ʹλ���`��Ĵ����е��`��׃���㡣��Ȼ���Ƿ����λ�ø�ۙ��ԓ�������H���Ƶ���Ҫ������
�D�dՈע����̎���Ϻ�������ӿƼ����I�ŷ������S��,�ŷ�늙C�S��
����朽ӣ�http://xdxxbc.com/fuwu/Services_Show2709.htm
�ŷ������S�� �ŷ�늙C�S�� �|�����S�� ׃�l���S��
�Ԓ��021-50157782
�֙C��13817011982 ��̖ͬ
�]�䣺shygdzi@163.com
ϵ�ˣ�����
�Wַ��http://xdxxbc.com
�� �҂��_���Üyԇ�ýo�͑�����������
��һƪ��������ʿ���ŷ�늙C���l�S���x�^���S��˾
