
�Ϻ��ӹ��������S늙C�S��Ҋ���ϼ��������£�
1.�ӹ��������S늙C��Ҋ���Ϸ���
�����ӹ����ĵ����Sͨ��ʹ���ŷ��{��늄әC�{�٣���Y���������Σ����Ǽӹ������е����ԄӊA������м�Ԅ�����b���Լ����S��ͣ�b�ã���Ҋ�����S����Ҳ��l�����@Щ��λ�����挦���M�о��w�ķ�����
����1.1���S�l�ᡢ���D�����½����}
�������ϰl���ĬF�ӹ������Ĺ�������ƫ�ͣ��A���Ⱥܲ���S�l��ܿ죬�ӹ����ܴ�
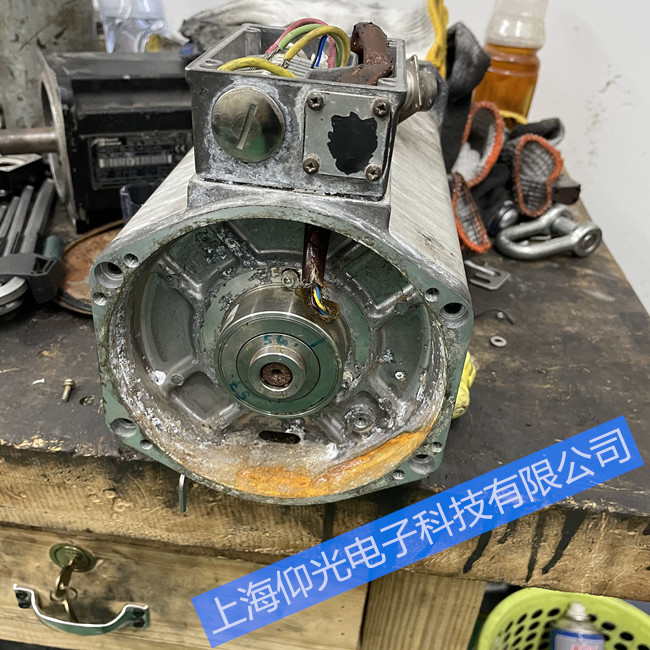
��������ԭ����������^���C�����S�L���^����Դ_�����C�����S�Ķ����F���ڶ�ΓQ���^�����ܵ��p������Ҫ�p��ԭ����ʹ���^���ГQ���İΡ��嵽ʧ�`���p�������S���Ŀ��F�棬�м�������l�F���S�����Ĺ���ԭ�������c��
��2�����S�����ڶ�λ���ߵ��F�ο�λ�����Гp�����������S���F��͵������F�治��������ϣ��ӹ��Ŀ׳��F��ƫ�ģ�
��3�����S��ǰ�S���A�o���½��������S�е���϶׃��
��4�����S�Ȳ����ԄӊA�o�b�õď���ƣ��ʧЧ�����߲����������o��ƫ�x��ԭ��λ�á�
ᘌ�����ԭ����̎����ʩ��
��1�����Q���S��ǰ���S�У�ʹ�úϸ�ĝ���֬�����{���S����϶��
��2�������S���F�ο�λ����ĥ�ϸ���Ϳɫ���z�y���C�c�����Ľ��|�治����90%��
��3�����Q�A�o�b�õď��ɣ��{���S�е��A�o����
����֮�⣬�ڲ����^����Ҫ�����z�����S���S�ס��������坍����Ϡ�r��Ҫ���ӿ՚⾫�V�����b�ã�Ҫ�������żӹ���ˇ������ʹ�C����ؓ�ɹ�����
����1.2�ӹ����ĵ����S���������U���p�Ć��}
�������ϰl���ĬF�����S�ȵ����ԄӊA�o�C�������U����p�ģ����ߵĵ���β���F��Ҳ�����p�ġ�
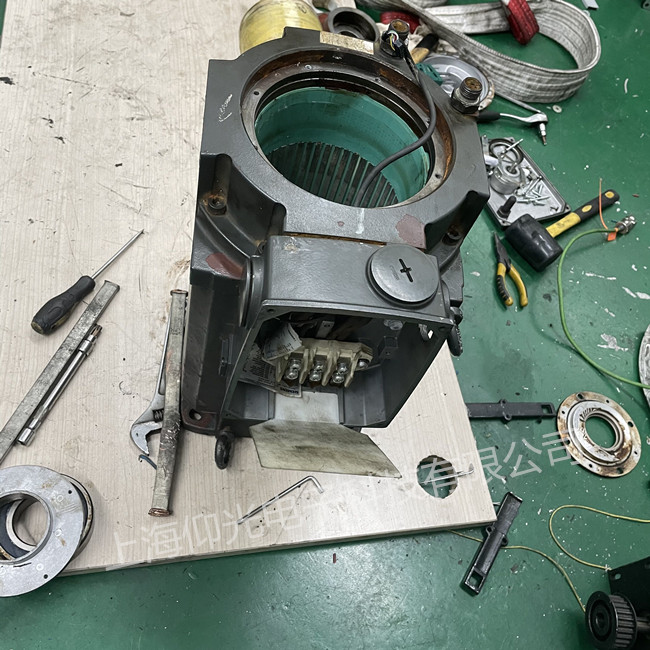
��������ԭ����������о��l�F�����S�ɵ������c�Cе�ְε��������f�{�����wԭ������λ�_�P���b���������β�����ښ�Ļ���������λ�r�������Ļ������ܼ��r��λ�������ڊA�o�Y���ęCе��߀δ��ȫ���_�r���M���˱����ε������ؓp�������U�������o��ᔡ�
��������̎����ʩ�����͚���M����ϴ�����Q�ܷ�h���{��������ʹ���߄����f�{һ�£�ͬ�r���ڌ���Һ�������M�Йz�飬���r������ȫ�[����
����1.3���S�����Ķ�λ�I�p�Ć��}
�������ϰl���ĬF�Q�����^�����Sǰ�˓܄ӵ������D�Ķ�λ�I�l���ֲ�׃�Ρ�
�D�dՈע����̎���Ϻ�������ӿƼ����I�ŷ������S��,�ŷ�늙C�S��
����朽ӣ�http://xdxxbc.com/fuwu/Services_Show6544.htm
�ŷ������S�� �ŷ�늙C�S�� �|�����S�� ׃�l���S��
ϵ��ʽ��
�Ԓ��021-50157782
�֙C��13817011982 ��̖ͬ
�]�䣺shygdzi@163.com
ϵ�ˣ�����
�Wַ��http://xdxxbc.com
�� �҂��_���Üyԇ�ýo�͑�����������
��һƪ������㊴��ŷ�늙C�^�d��ԭ������Щ
��һƪ���]����
